




Stålförzinkad spole Förzinkad Dx51 Kina Stålfabrik Varmförzinkad stålspole / Kallvalsad stålpris / GI-spole







Definition av plätering
(1) Normal paljettbeläggning
Under zinkskiktets normala stelningsprocess växer zinkkornen fritt och bildar en beläggning med tydlig glittermorfologi.
(2) minimerad paljettbeläggning
Under zinkskiktets stelning begränsas zinkkristallkornen artificiellt för att bilda minsta möjliga paljettbeläggning.
(3) Spanglefri beläggning spanglefri
Den erhålls genom att justera den kemiska sammansättningen av pläteringslösningen, har inte en synlig glittermorfologi och har en enhetlig ytbeläggning.
(4) Beläggning av zink-järnlegering
Efter att stålbandet passerat genom galvaniseringsbadet värmebehandlas det för att bilda ett legeringslager av zink och järn genom hela beläggningen. Denna beläggning har ett mörkgrått utseende utan metallisk glans och är lätt att pudra under den våldsamma formningsprocessen. Förutom rengöring kan beläggningen målas direkt utan ytterligare behandling.
(5) differentiell beläggning
För båda sidor av den galvaniserade stålplåten krävs beläggningar med olika zinkskiktvikter.
(6) Smidig hudpassage
Glättning är en typ av kallvalsning av galvaniserad stålplåt med en liten mängd deformation för ett eller flera av följande ändamål.
Förbättra utseendet på den galvaniserade stålplåtens yta eller lämpa sig för dekorativ beläggning; minimera tillfälligt glidlinjen (Lüdes-linjen) eller veck som uppstår när den färdiga produkten bearbetas.

Defekt
Omfattar huvudsakligen: lossning, repor, passiveringsfläckar, zinkpartiklar, tjocka kanter, luftknivsränder, luftknivsrepor, exponerat stål, inneslutningar, mekaniska skador, dålig prestanda hos stålbasen, vågiga kanter, buckling, storleksinkompatibilitet, prägling, inkonsekvent zinkskiktstjocklek, rulltryck etc.
De främsta orsakerna till att zinkskiktet faller av är: ytoxidation, kiselföreningar, för smutsig kallvalsad emulsion, för hög oxiderande atmosfär och daggpunkt för skyddande gas i NOF-sektionen, orimligt luft-bränsleförhållande, lågt väteflöde, syreinfiltration i ugnen, låg temperatur vid inträde i ugnsröret, lågt ugnstryck i RWP-sektionen och lågt sugflöde från ugnsdörren, låg ugnstemperatur i NOF-sektionen, låg fettförbränning, lågt aluminiuminnehåll i zinkkrukan, för snabb enhetshastighet, otillräcklig reduktion och för kort zinkvätska i beläggningen.
Orsakerna till vitrost och svarta fläckar är följande: svarta fläckar bildas genom ytterligare oxidation av vitrost.
De främsta orsakerna till vitrost är:
(1) Dålig passivering, otillräcklig eller ojämn passiveringsfilmtjocklek;
(2) Ytan är inte oljad eller så finns det kvarvarande fukt på remsans yta;
(3) Ytan på bandstålet innehåller fukt under upplindningen;
(4) Passiveringen är inte helt torkad;
(5) Fukt eller regn under transport eller lagring;
(6) Den färdiga produkten har lagrats för länge;
(7) Den galvaniserade plåten är i kontakt med eller lagras tillsammans med andra korrosiva medier såsom syra och alkali.
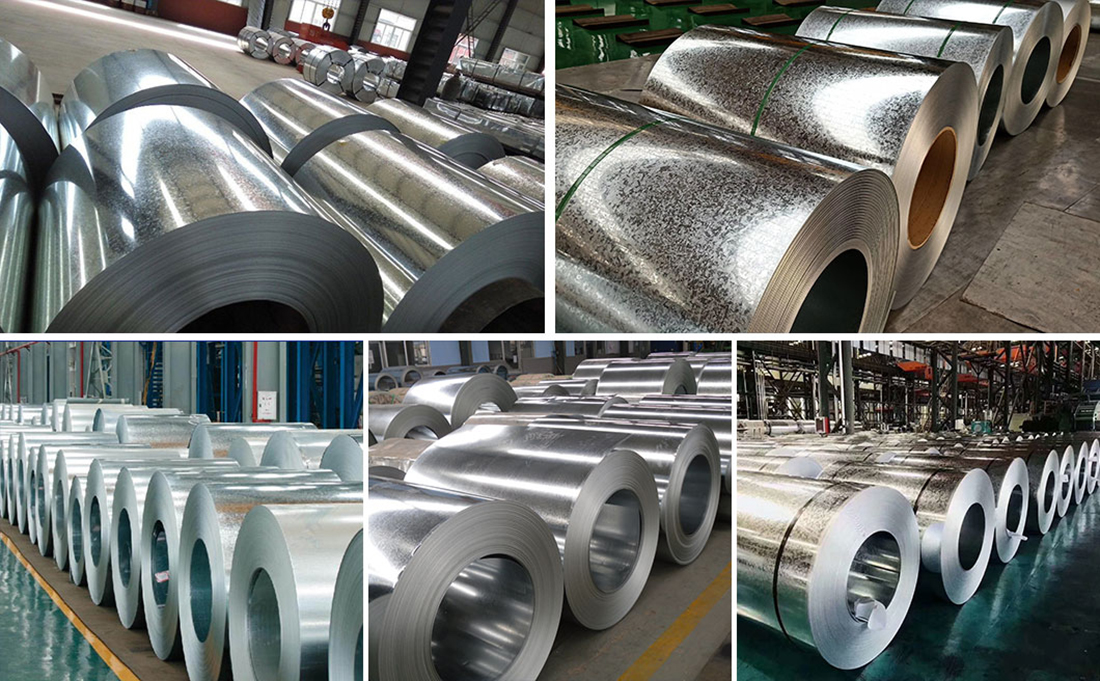
Lagerförvaring
Företaget har två högspecialiserade produktionslinjer för breda och tjocka stålplåtar med pålitlig teknik och har en omfattande kapacitet att producera mer än 5 miljoner ton smält stål och mer än 3 miljoner ton stålplåt årligen. Antalet anställda uppgår till mer än 10 000. Det har värmebehandlingsteknik för stålplåt, produktionsteknik för extra tjock stålplåt, produktionsteknik för elektroslaggomsmältning av stål, etc.

Packning och frakt
Vi kan erbjuda: träpallsförpackningar, trälådeförpackningar, stålbandsförpackningar, plastförpackningar och andra förpackningsmetoder. Vi är villiga att paketera och skicka produkter enligt vikt, specifikationer, material, ekonomiska kostnader och kundens krav.
Transportmetod: Vi kan erbjuda container- eller bulktransport, väg-, järnvägs- eller inlandsvattenvägstransport och andra landtransportmetoder för export. Naturligtvis, om det finns särskilda krav, kan vi även använda flygtransport.

Kundfeedback
Tveka inte att lämna ett meddelande om du har några frågor om oss och våra produkter.
